
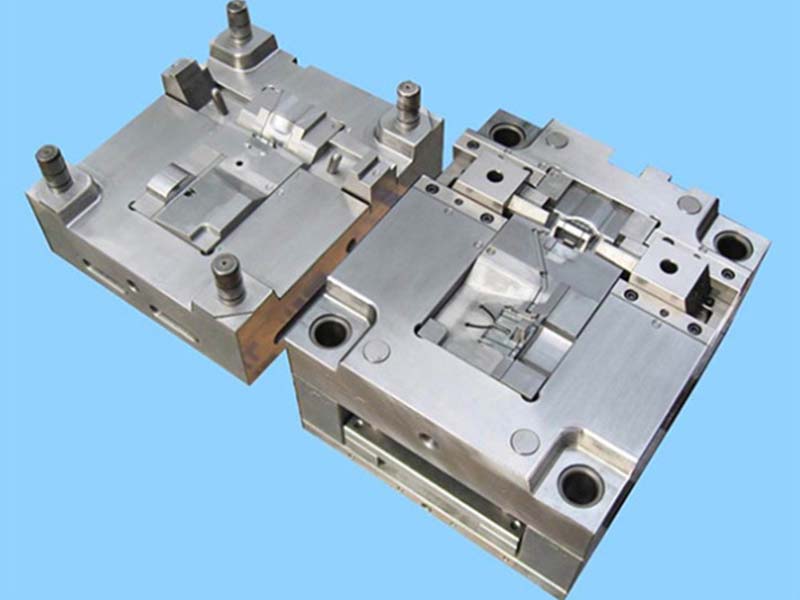
八、顶针板模具导柱1、顶针板长12或之上,或工模排位赛偏中 。 2、配备较多小顶针且直徑在2mm下列。 3、配备较多司筒(10支之上)。 4、之上三种情况都务必在顶针板上加四支定位销及导柱,以确保顶针均衡稳定地顶出塑胶产品。

2、顶针孔司筒孔务必较光。3、顶针孔司筒针固定不动沉孔底端务必做厚底,,径向相互配合空隙不超0.15mm。4、顶针司筒与型芯相互配合隙直径尺寸公差为H7。5、顶针司筒与孔中间务必喷上高溫顶针油。
2、中小型模具只要开一个顶棍孔,中小型模具务必开三个顶棍孔之上,大中型模具即要开五个孔。 3、顶棍直径及部位依据注入型号具体规格(设计方案规格)。 六、精准定位圈1、每件模具务必配有精准定位圈(即精准定位法兰盘),便于装模精准定位。

6、斜导柱孔与斜导柱相互配合务必留0.2mm之上空隙,严禁一样大的相互配合;7、倾斜度定位销的视角低于行位锲紧面的倾斜度2度,大滑块的锲紧块,务必伸进上模15-20mm,以10度斜坡自锁互锁反压。









